Directives de fabrication – Découpe laser tube
La plateforme Mon Atelier Métal est en mesure d’analyser en automatique les fichiers mono-pièces et multi-pièces (châssis) au format .STEP
Pour être analysés et fabriqués, les pièces ou châssis devront répondre aux standards de la modélisation 3D en prenant en compte les caractéristiques détaillées ci-dessous.
Règles de modélisation 3D
- Modélisation de la pièce sur fichier STEP (3D)
- La pièce est un corps volumique fermé.
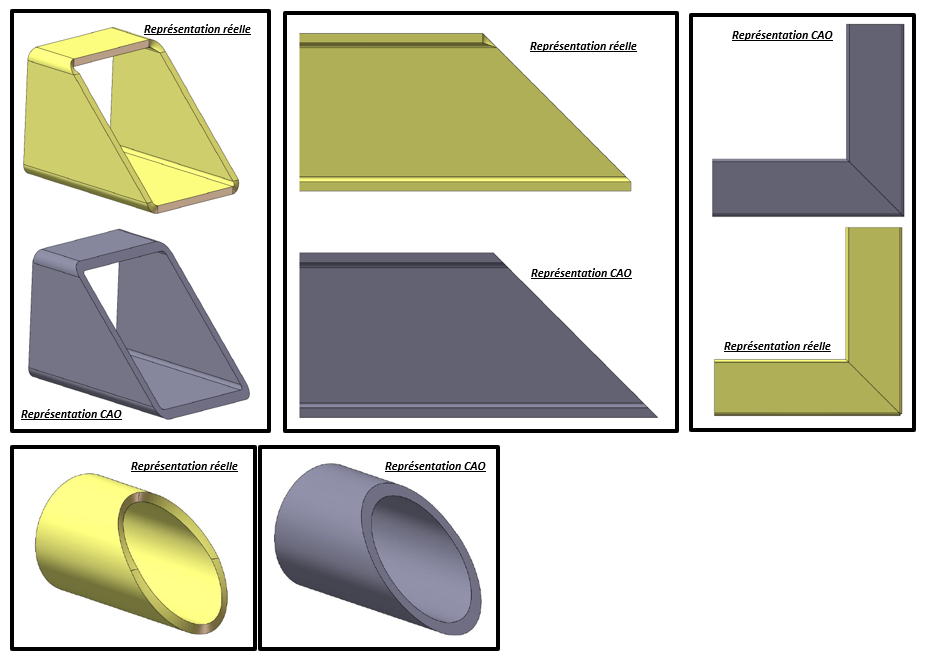
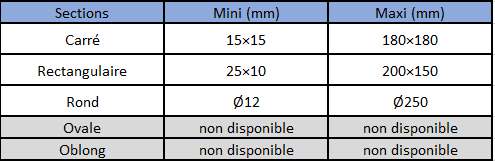
- Les tubes de formes carrées et rectangulaires doivent être dessinés avec un rayon intérieur et un rayon extérieur. (Pour les pièces en Acier et Inox) * taille des rayons selon tableau 1 ci-dessous – schéma 1
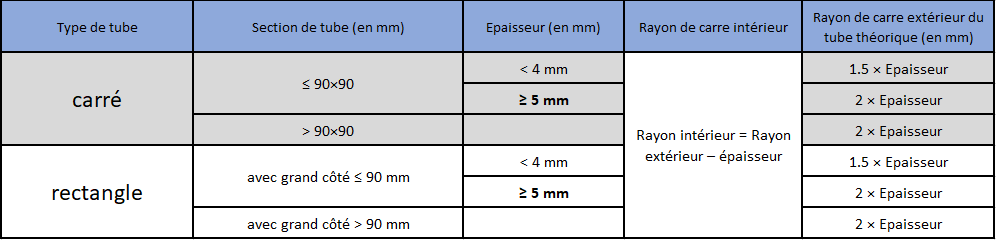
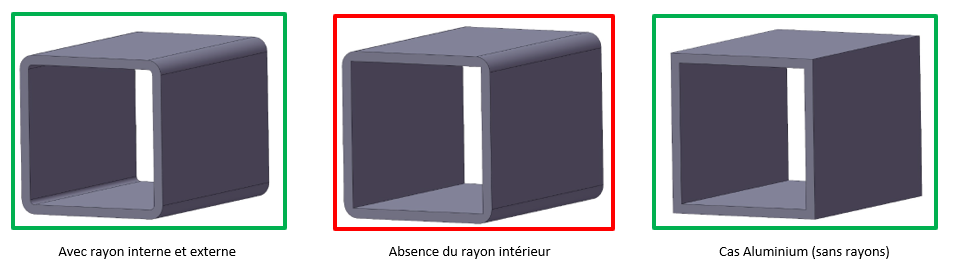
Sans rayon, les pièces carrées et rectangulaires seront considérées en matière de type aluminium
Le Fichier STEP ne doit pas contenir :
- Perçage borgne
- Taraudage
- Fraisage
- Chanfrein
La plateforme ne détectera pas les caractéristiques mentionnées ci-dessus ; elles ne seront donc pas prises en compte pour la fabrication de la pièce.
- La pièce doit être à l’échelle 1 : 1, en millimètres
- Dans le cadre d’un châssis, les pièces doivent être indépendantes, sans contraintes d’assemblage
- La pièce doit-être un tube droit, non cintré ni plié
- Le logiciel n’est pas en mesure d’anticiper une découpe spécifique pour pliage manuel
- La taille minimum d’une découpe sur le tube doit correspondre au tableau 2 ci-dessous sinon la pièce n’est pas analysée par le logiciel.
La règle générale étant ; perçage minium de 0.7 × épaisseur du tube
Tableau 2
| Epaisseur du tube | 1 | 1.5 | 2 | 2.5 | 3 | 3.5 | 4 | 4.5 | 5 | 6 | 8 | 10 |
| Surface mini de la découpe en mm² | 0.78 | 1.8 | 3.1 | 4.9 | 4.9 | 7.1 | 7.1 | 9.6 | 9.6 | 13 | 13 | 20 |
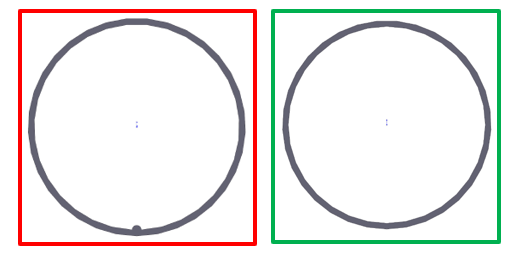
- La soudure du tube ne doit pas être représentée sur le solide, sinon la pièce ne peut pas être analysée par notre logiciel – schéma 2
Nous ne pouvons analyser que les tubes d’un fichier .STEP . Les pièces en tôle, usinage, visserie… ne seront pas prises en compte
Précautions
Position de Soudure
- Le chargement des tubes en machine se fait en automatique. Le positionnement de la soudure est donc aléatoire sur les pièces. Pour une même fabrication, les pièces découpées peuvent avoir le cordon de soudure sur différentes faces d’une pièce à l’autre.
Sur les tubes rectangulaires, la soudure peut se trouver aléatoirement sur le petit côté du tube ou le grand côté du tube.
Si la position du cordon de soudure sur la pièce est importante pour votre fabrication, il faut sélectionner le choix « position de soudure » lors de la configuration de votre pièce et joindre un plan PDF indiquant la position de soudure sur la pièce.
Cette option peut impacter le coût et le délai de votre commande.
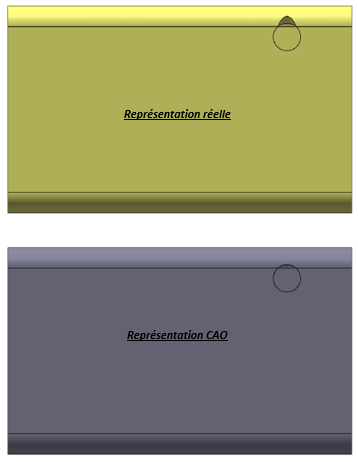
Scories (prévoir photo)
- Le procédé de découpe laser engendre la projection de matière en fusion sur les parois intérieures du tube. Cette poussière de découpe est appelée : scories.
Nos unités de découpe laser tube sont équipées de mandrins avec une aspiration automatique. Malgré l’aspiration, les scories peuvent rester présentes sur certaines zones intérieures des pièces.
La quantité et l’adhérence de la scorie à l’intérieur du tube varie en fonction des types de matière, les sections et épaisseurs de tube :
Type de matière concernée :
- Acier décapé (S2 E220) : la scorie présente à l’intérieur du tube sera généralement peu adhérente.
- Acier brut (S235 – S355) : la scorie présente à l’intérieur du tube sera adhérente
- Inox / Aluminium : la scorie présente à l’intérieur du tube adhère plus fortement. Il est à prévoir une reprise par vos soins en fonction de votre d’exigence et la finalité de la pièce
Epaisseur : Plus l’épaisseur du tube est grande, plus la quantité de matière à découper est importante et donc la projection de matière sur la face opposée lors de la découpe est importante.
Section du tube : Plus la chambre intérieure du tube est grande, plus la projection de matière en fusion à le temps de refroidir et donc d’être aspirer en machine avant d’adhérer aux parois. Sur un tube avec une plus petite chambre, la scorie peut avoir tendance à adhérer plus facilement.
Tolérances générales de découpe laser tube
- Nos tolérances générales de découpe sont les suivantes :
+ / – 0.2 mm sur une découpe
+ / – 0.5 mm sur le positionnement des découpes
- Diamètre mini : 0.7 × épaisseur
- Spécifications techniques de la découpe laser tube
- Découpe perpendiculaire à la matière
Nos unités de découpe laser tube découpe toujours perpendiculairement à la matière, ce qui engendre certaines spécificités à prendre en compte
- Coupes biaises sur tube rond / carré / rectangulaire
- Perçages sur tubes ronds – schéma 4
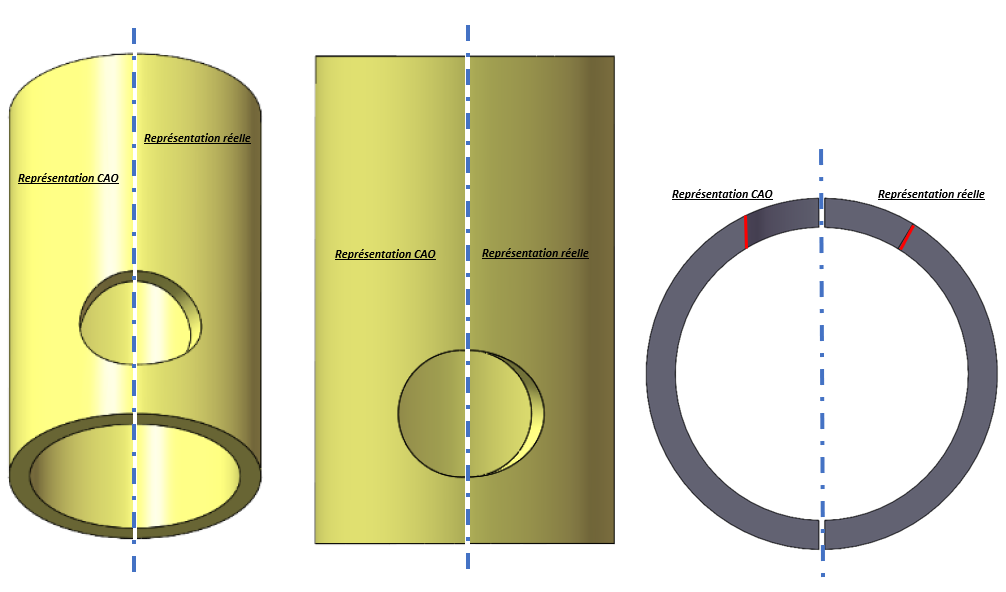
Sur un tube rond, le trou cylindrique sur le fichier STEP aura une forme ovalisée en extérieur de tube après découpe. Le diamètre du perçage dessiné sera conforme et rond sur la partie intérieure du tube.
Attention, avec ce type de découpe, il n’est pas envisageable de tarauder le perçage.
Une solution existe : Perçage XY, le perçage sera rond en intérieur et extérieur de tube * conditions voir lazbook
- Découpes dans les rayons d’un tube carré / rectangle
Des perçages ou découpes peuvent être positionnés proche ou dans les rayons du tube. La tête de découpe laser étant toujours perpendiculaire à la matière lors de la découpe, il y aura la création d’une dépouille sur la périphérie de la coupe dans le rayon.
- Découpes pour assemblages : Gueule de loup / Piquage
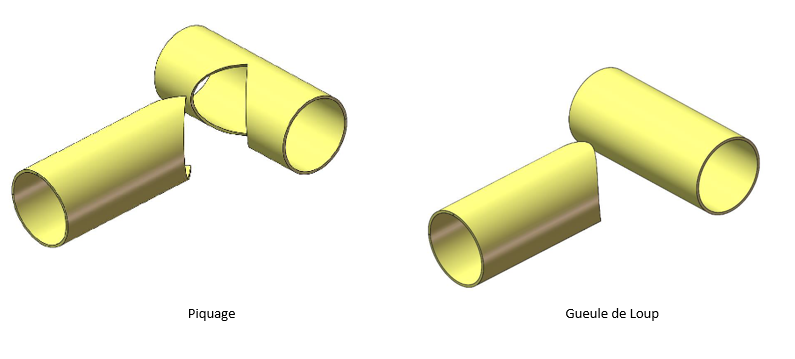
La découpe « gueule de loup » permet un positionnement sans contrainte, d’une pièce sur l’autre. Le positionnement et l’orientation avant soudure ou assemblage est donc à effectuer par l’opérateur.
La découpe « piquage » contraint le positionnement d’une pièce à l’autre sans amplitude dans l’orientation des pièces. Ce type de découpe permet un ajustement parfait avant soudure et est utilisé dans des applications comme la tuyauterie ou la canalisation.
- Découpe d’un tube en U
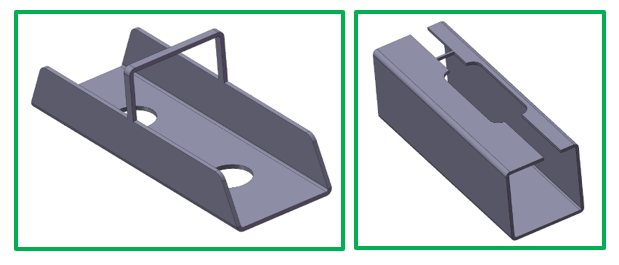
La découpe laser tube offre la possibilité d’évider un tube pour remplacer l’opération de découpe à plat + pliage. Pour être analysée par la plateforme, la pièce doit conserver la notion de tube à un endroit avec une jonction de matière. Un plan PDF technique mentionnant la finalité d’une pièce en U sera à joindre à notre service technique à la commande pour réceptionner une pièce conforme à vos attentes sans jonction de matière.
- Lettrage

Il est possible de réaliser du lettrage en découpe laser. Une vigilance est à apporter sur les lettres pour lesquelles l’intérieur tombera lors de la découpe. (exemple ; 0, 8, 9, D, P…) Il faut prévoir une police adaptée ou des micro-attaches.
- Gravage
Mon Atelier Métal analyse le gravage déssiné sur le STEP pour qu’il soit pris en compte en fabrication. Pour être analysé et réalisable au laser tube, le gravage doit être modélisé selon les caractéristiques suivantes :
– Modélisation des gravages en renfoncement de matière
– profondeur de gravage ≥ 0.2mm
– pas de gravages périphérique fermé sur la périphérie du tube
- Capacités machines découpe laser tube
Acier : épaisseur maxi 10 mm
Inox Alu : épaisseur maxi 6 mm
37.5 Kg / Mètres linéaire maxi
Longueur des barres utilisées pour la découpe des pièces est de 6 mètres. Une prise de mors (chute) de 150 mm est à prendre en compte dans la conception de vos pièces.
Longueur utile par barre : 5.85 mètres
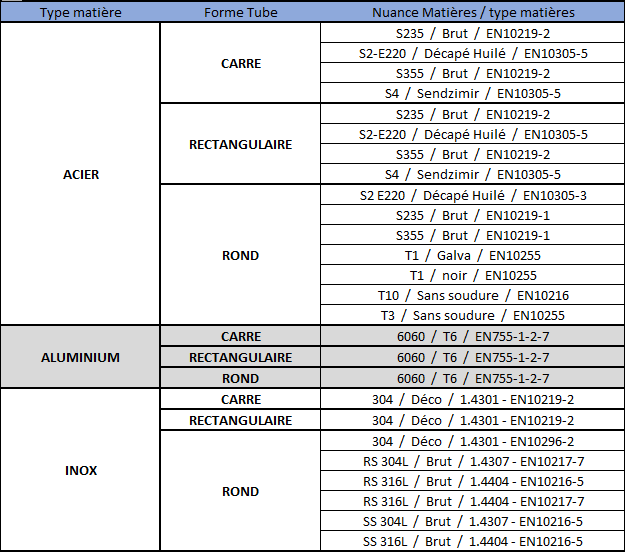
Matière
Aspect
Les aspects et géométries de tube se rapportent à la norme spécifiée.
Nous proposons plusieurs types de matière ainsi que plusieurs nuances. Le choix est effectué par le client lors de la configuration de sa pièce.